

淺析煤層注水流量計在冶煉余熱鍋爐自動化控制中的應用
點擊次數:1946 發布時間:2021-01-16 12:35:03
摘要:DCS系統能夠提高設備的控制質量,確保設備運行的穩定性與安全性。結合 DCS系統特點,討論其在有色鉛鋅冶煉余熱鍋爐自動化控制中所起到的具體作用,為余熱鍋爐的自動化控制提供一些參考和借鑒。
1 有色鉛鋅冶煉余熱鍋爐簡述
1. 1有色鉛鋅冶煉工藝流程
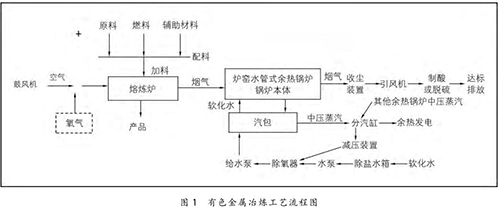
在有色金屬冶煉過程中,將原料、燃料和輔助材料根據熱平衡原理按一定比例進行配料,配料后的物料與空氣或高含氧的混合空氣在熔煉爐中進行氧化或還原反應,熔煉出有色金屬產品。同時,在熔煉過程中會產生大量的高溫煙氣( 1200 ℃ 左右),高溫煙氣經過余熱鍋爐時,與余熱鍋爐水側的軟化水進行熱量交換,煙溫迅速降至 250℃ 以下,再經收塵、制酸或脫硫裝置進一步收塵、降溫、凈化,*終達標排放。余熱鍋爐水側的軟化水經熱量交換后產生中壓飽和蒸汽(4 MPa 左右),送至余熱發電機組發電。具體的工藝流程如圖 1 所示。
1.2余熱鍋爐
在有色鉛鋅冶煉中,大多數選擇是爐窯水管式余熱鍋爐。從鍋爐控制對象來分,它主要由除鹽水箱、除氧給水泵、除氧器、汽包給水泵、余熱鍋爐本體、汽包、分汽缸、刮板除灰機、清灰系統等組成;根據自動化儀表來分,其主要由測量儀表(水位、壓力、流量、溫度等),執行機構(電動、氣動調節閥、變頻器),設備電器控制以及 DCS 系統等組成。
2DCS 系統在有色鉛鋅冶煉余熱鍋爐控制的應用要點
2.1DCS系統保證入爐煙氣穩定供熱
保障余熱鍋爐系統的穩定運行,不僅要對余熱鍋爐水側的軟化水進行控制,同時也需要將熔煉中產生煙氣的熱能控制在一定的范圍內,這樣才能保障余熱鍋爐及余熱發電的穩定運行。因此,這就要求不僅對進入熔煉爐的物料按熱平衡原理計算出的比例進行自動配料,對進入熔煉爐氣體的流量、含氧量以及壓力也需要進行控制,而且還需要對物料與氣體之間的比例進行控制,這樣才能使物料在熔煉爐內充分進行氧化或還原反應。考慮以上需求,可以利用功能強大的 DCS 系統實現: ① 對原料、燃料和輔助材料按比例進行精確穩定動態配料,保證入爐物料有可靠的熱平衡穩定性。 ② 對入爐混合空氣的流量以及含氧量進行動態控制。 ③ 根據空料比或氧料比,對入爐加料量與混合空氣的流量、含氧量之間實現綜合聯動的比值調節。 ④ 為保障出口煙氣的熱能穩定控制,根據入爐煙氣溫度,可以通過 DCS系統做到生產工藝的聯動。總之,通過 DCS 系統,能綜觀全局,實現各種復雜的控制,其不僅穩定生產、保證產量,也保障了出口煙氣的熱能穩定控制,確保鍋爐內蒸汽的壓力始終保持在穩定狀態,符合定值標準,以*少的熱量能耗實現標準的燃燒效果,控制冶煉工藝熔煉爐的生產穩定 。
2.2DCS系統對余熱鍋爐運行關鍵參數的控制調節
(1)DCS系統對余熱鍋爐水側的自動化控制可分為汽包水位三沖量串級自動調節控制,汽包、分汽缸蒸汽壓力PID調節自動控制,給水泵的變頻控制,除氧器水位PID調節自動控制,除氧器軟化水蒸氣加熱自動控制,除鹽水箱水位自動控制,清灰振動時序控制以及綜合聯動等。
(2)在余熱鍋爐控制中,汽包水位控制是重中之重。因鍋爐是發電、冶煉、化工等工業部門重要的能源、熱源動力設備,盡管鍋爐種類很多,但蒸汽發生系統和蒸汽處理系統基本是相同的。余熱鍋爐設備是一個比較復雜的調節對象,為保證余熱鍋爐設備的安全穩定并提供合格的蒸汽,余熱鍋爐汽包的水位控制至關重要。汽包水位過高會影響汽水分離,使蒸汽帶液,損壞汽輪機葉片;水位過低會損壞鍋爐,甚至引起爆炸。鍋爐汽包水位調節就是使給水量與鍋爐的蒸汽量相平衡,并維持汽包水位在工藝規定的范圍內。目前汽包水位控制方式有單沖量、雙沖量和三沖量 3 種,其中三沖量汽包水位控制是目前汽包水位*佳的控制方式之一。利用 DCS 系統特點,通過編程方式實現:汽包的水位是主沖量(主信號),蒸汽流量、給水量是輔助前饋沖量,根據蒸汽流量、給水量的變化及時校正調節閥閥位開度。其中,汽包水位是主回路調節控制,給水量的調節回路是副回路串級控制,其汽包水位的設定值由主回路來確定,副回路的給定值(即給水流量)由主回路調節器輸出來控制決定;蒸汽流量變化及時提前補償副回路給定值,從而實現前饋—串級復雜的系統功能調節。通過 DCS 系統的操作站(人機界面),利用 DCS 系統的 PV 、 SP 、 OP 運行趨勢圖 ,對主、副回路PID 參數進行直觀整定;根據汽包水位不同限值、熔煉爐不同工況階段,通過 DCS 系統可以做到對汽包水位進行分程設定不同的值,實現對汽包水位的穩定控制。
(3)余熱鍋爐采用 DCS系統,不僅延長鍋爐系統的使用年限,而且對余熱鍋爐安全運行提供了保障,如:一旦出現汽包水位過低等嚴重情況, DCS系統就會立刻聯動執行停風、停料、進一步停爐等緊急避險操作。
2.3DCS系統對余熱鍋爐水力循環的控制
爐窯水管式余熱鍋爐水側水力循環分強制循環和自然循環兩種。對于強制循環余熱鍋爐來說,不僅需要對循環動力、循環軟化水流量、各循環點水溫進行監控,還需要對水力循環中的水質進行監測。因此,要綜合提高余熱鍋爐的應用質量。如:鍋爐內的水酸堿值應該保持在 10~12 ;硬度不易過高,我國《工 業 鍋 爐 水 質 》( GB1576 - 2008 )文件中提出了嚴格標準;需要使用儀器儀表對爐水情況進行定期分析,取樣化驗,并做好排污工作,以免灰塵雜物沉積過多,在鍋爐底部形成結垢,伴隨水循環發生管堵現象。雖然我國很多企業在使用鍋爐余熱資源時已經較為成熟,但是DCS系統在鍋爐水質自動測控方面上仍存在一定困難,需要盡快完善監督管理體系,從而推進我國鍋爐系統應用的不斷發展。
2.4DCS系統進行數據采集監測組網
(1)DCS系統能夠對采集的數據進行實時存貯,對歷史數據可以按時間進行查詢,通過趨勢圖可以分析故障發生原因,還可以對測點數據超限通過 DCS畫面發出聲光報警、關鍵測點數據嚴重超限時可以自動聯鎖停機等。這些功能為技術人員、操作人員、儀表維修人員分析、判斷、及時處理設備或工藝故障提供了很好的工具,為安全生產提供了有力保障。
(2)在有色鉛鋅冶煉過程中,為提高產品的回收率,需要對物料進行多工序冶煉,這就產生出多種形式的熔煉爐,也就配套生成了多臺余熱鍋爐。根據工藝、設備、生產管理等方面的要求,需要對它們進行集中管理與控制。因此,利用 DCS開放的網絡結構和國際性的開放現場總線這一特性,可以做到對多臺鍋爐(例如:鉛鋅冶煉中的底吹爐、側吹爐、煙化爐、鋅碚燒爐的余熱鍋爐)、配套冶煉生產線以及余熱發電機組進行數據采集監測綜合組網,對每臺鍋爐產生的中壓飽和蒸汽進行并網控制、集中輸送,從而保障余熱能源的充分利用、發電機組的穩定運行,實現了公司內各工序之間的本地控制、異地數據共享、統一調度、余熱能源*大化利用。
2.5DCS系統儀表設備的選型
對于整套自動化儀表系統來說,DCS 系統是“上層建筑”,而儀表設備是“經濟基礎”,儀表設備的準確性和穩定性對自動化控制是十分重要的。有色鉛鋅冶煉及余熱鍋爐工藝涉及的儀表設備種類繁多:有測溫的,如熱電偶、熱電阻;有測壓的,如壓力和差壓變送器;有流量測量,如采用差壓式(如孔板、阿流巴等)、渦街、電磁、熱式質量等原理的流量計;有分析氣體成分的分析表、水位計;有氣動、電動調節閥等執行機構。因此,對儀表設備的選型、安裝和使用應注意幾點:
(1)對引風機出口煙氣流量的測量,可選用熱式質量流量計;對常壓、常溫、導電液體介質的流量測量,可選用煤層注水流量計;對于氣體、蒸汽的流量測量,可采用孔板等帶溫壓補償的流量計。
(2)汽包兩側水位的測量應采用不同原理制造的水位計。傳統的測量方法是采用平衡容器差壓式水位計,由于該測量方式的引壓管道在冬天時管道內易結冰,不能正常工作,因此需要對引壓管道進行伴熱保溫。同時,它也不能實施全工況測量,存在“假水位”測量,例如在鍋爐啟停、連排、排空、事故等不穩定運行工況下建立穩定差壓條件時間較長,恢復時間較長或干脆不能建立正常差壓,需要人工干預等。汽包水位*佳的測量方法是采用智能汽包電容液位計或導波雷達液位計,雖然價格略高,但生產中無須對管道伴熱保溫且平時基本不需要維護。但要注意的是,由于汽包內的水在不同壓力和溫度下對汽包電液位計形成的電容值略有不同,或對導波雷達液位計的電磁波吸收略有不同,因此在汽包電容液位計或導波雷達液位計安裝完成后,需根據實際工況進行遷移校正。
(3)在鍋爐設備的安裝調試期,設備全部安裝完成后進行水壓試驗前,*好將安裝好的鍋爐儀表如調節閥、流量計等先拆卸下來,用短接連接;或將儀表設備前后的手動閥關閉,將旁路閥打開。這是由于鍋爐設備在焊接時會留下許多焊渣或鐵塊在管道內,水壓試驗時這些焊渣或鐵塊會損壞儀表設備,如調節閥的閥芯或閥體,從而導致閥門關不嚴,嚴重時甚至影響正常生產。
3 結語
在工業自動化控制系統發展過程中, DCS系統的應用對于控制余熱鍋爐正常運行是十分關鍵的。近幾年,余熱鍋爐的資源利用率不斷提高, DCS 系統的應用范圍也更為廣泛,為企業取得了良好的經濟效益。
高壓注水流量計產生誤差的原因分析
高壓注水流量計在磷銨裝置中的安裝與故障處理
關于引水工程中大口徑注水流量計的安裝與運行
注水流量計和超聲波流量計的特點比較及選型
淺析注水流量計用于氯堿工業生產中的特點
高壓注水流量計測量管的襯里和電*加工工藝方法討論
油田注水流量計的測量電*的組成方式有幾種類型
煤層注水流量計的測量原理及實踐當中遇到的難題與優化
淺析煤層注水流量計在冶煉余熱鍋爐自動化控制中的應用
油田注水流量計,煤層注水流量計
煤層高壓注水流量計
煤層高壓注水流量計,油田注水流量計
高壓注水流量計,礦注水流量計
注水流量計選型,注水流量器
油田注水流量計,注水流量計選型
高壓注水流量計,油田注水流量計
1 有色鉛鋅冶煉余熱鍋爐簡述
1. 1有色鉛鋅冶煉工藝流程
在有色金屬冶煉過程中,將原料、燃料和輔助材料根據熱平衡原理按一定比例進行配料,配料后的物料與空氣或高含氧的混合空氣在熔煉爐中進行氧化或還原反應,熔煉出有色金屬產品。同時,在熔煉過程中會產生大量的高溫煙氣( 1200 ℃ 左右),高溫煙氣經過余熱鍋爐時,與余熱鍋爐水側的軟化水進行熱量交換,煙溫迅速降至 250℃ 以下,再經收塵、制酸或脫硫裝置進一步收塵、降溫、凈化,*終達標排放。余熱鍋爐水側的軟化水經熱量交換后產生中壓飽和蒸汽(4 MPa 左右),送至余熱發電機組發電。具體的工藝流程如圖 1 所示。
1.2余熱鍋爐
在有色鉛鋅冶煉中,大多數選擇是爐窯水管式余熱鍋爐。從鍋爐控制對象來分,它主要由除鹽水箱、除氧給水泵、除氧器、汽包給水泵、余熱鍋爐本體、汽包、分汽缸、刮板除灰機、清灰系統等組成;根據自動化儀表來分,其主要由測量儀表(水位、壓力、流量、溫度等),執行機構(電動、氣動調節閥、變頻器),設備電器控制以及 DCS 系統等組成。
2DCS 系統在有色鉛鋅冶煉余熱鍋爐控制的應用要點
2.1DCS系統保證入爐煙氣穩定供熱
保障余熱鍋爐系統的穩定運行,不僅要對余熱鍋爐水側的軟化水進行控制,同時也需要將熔煉中產生煙氣的熱能控制在一定的范圍內,這樣才能保障余熱鍋爐及余熱發電的穩定運行。因此,這就要求不僅對進入熔煉爐的物料按熱平衡原理計算出的比例進行自動配料,對進入熔煉爐氣體的流量、含氧量以及壓力也需要進行控制,而且還需要對物料與氣體之間的比例進行控制,這樣才能使物料在熔煉爐內充分進行氧化或還原反應。考慮以上需求,可以利用功能強大的 DCS 系統實現: ① 對原料、燃料和輔助材料按比例進行精確穩定動態配料,保證入爐物料有可靠的熱平衡穩定性。 ② 對入爐混合空氣的流量以及含氧量進行動態控制。 ③ 根據空料比或氧料比,對入爐加料量與混合空氣的流量、含氧量之間實現綜合聯動的比值調節。 ④ 為保障出口煙氣的熱能穩定控制,根據入爐煙氣溫度,可以通過 DCS系統做到生產工藝的聯動。總之,通過 DCS 系統,能綜觀全局,實現各種復雜的控制,其不僅穩定生產、保證產量,也保障了出口煙氣的熱能穩定控制,確保鍋爐內蒸汽的壓力始終保持在穩定狀態,符合定值標準,以*少的熱量能耗實現標準的燃燒效果,控制冶煉工藝熔煉爐的生產穩定 。
2.2DCS系統對余熱鍋爐運行關鍵參數的控制調節
(1)DCS系統對余熱鍋爐水側的自動化控制可分為汽包水位三沖量串級自動調節控制,汽包、分汽缸蒸汽壓力PID調節自動控制,給水泵的變頻控制,除氧器水位PID調節自動控制,除氧器軟化水蒸氣加熱自動控制,除鹽水箱水位自動控制,清灰振動時序控制以及綜合聯動等。
(2)在余熱鍋爐控制中,汽包水位控制是重中之重。因鍋爐是發電、冶煉、化工等工業部門重要的能源、熱源動力設備,盡管鍋爐種類很多,但蒸汽發生系統和蒸汽處理系統基本是相同的。余熱鍋爐設備是一個比較復雜的調節對象,為保證余熱鍋爐設備的安全穩定并提供合格的蒸汽,余熱鍋爐汽包的水位控制至關重要。汽包水位過高會影響汽水分離,使蒸汽帶液,損壞汽輪機葉片;水位過低會損壞鍋爐,甚至引起爆炸。鍋爐汽包水位調節就是使給水量與鍋爐的蒸汽量相平衡,并維持汽包水位在工藝規定的范圍內。目前汽包水位控制方式有單沖量、雙沖量和三沖量 3 種,其中三沖量汽包水位控制是目前汽包水位*佳的控制方式之一。利用 DCS 系統特點,通過編程方式實現:汽包的水位是主沖量(主信號),蒸汽流量、給水量是輔助前饋沖量,根據蒸汽流量、給水量的變化及時校正調節閥閥位開度。其中,汽包水位是主回路調節控制,給水量的調節回路是副回路串級控制,其汽包水位的設定值由主回路來確定,副回路的給定值(即給水流量)由主回路調節器輸出來控制決定;蒸汽流量變化及時提前補償副回路給定值,從而實現前饋—串級復雜的系統功能調節。通過 DCS 系統的操作站(人機界面),利用 DCS 系統的 PV 、 SP 、 OP 運行趨勢圖 ,對主、副回路PID 參數進行直觀整定;根據汽包水位不同限值、熔煉爐不同工況階段,通過 DCS 系統可以做到對汽包水位進行分程設定不同的值,實現對汽包水位的穩定控制。
(3)余熱鍋爐采用 DCS系統,不僅延長鍋爐系統的使用年限,而且對余熱鍋爐安全運行提供了保障,如:一旦出現汽包水位過低等嚴重情況, DCS系統就會立刻聯動執行停風、停料、進一步停爐等緊急避險操作。
2.3DCS系統對余熱鍋爐水力循環的控制
爐窯水管式余熱鍋爐水側水力循環分強制循環和自然循環兩種。對于強制循環余熱鍋爐來說,不僅需要對循環動力、循環軟化水流量、各循環點水溫進行監控,還需要對水力循環中的水質進行監測。因此,要綜合提高余熱鍋爐的應用質量。如:鍋爐內的水酸堿值應該保持在 10~12 ;硬度不易過高,我國《工 業 鍋 爐 水 質 》( GB1576 - 2008 )文件中提出了嚴格標準;需要使用儀器儀表對爐水情況進行定期分析,取樣化驗,并做好排污工作,以免灰塵雜物沉積過多,在鍋爐底部形成結垢,伴隨水循環發生管堵現象。雖然我國很多企業在使用鍋爐余熱資源時已經較為成熟,但是DCS系統在鍋爐水質自動測控方面上仍存在一定困難,需要盡快完善監督管理體系,從而推進我國鍋爐系統應用的不斷發展。
2.4DCS系統進行數據采集監測組網
(1)DCS系統能夠對采集的數據進行實時存貯,對歷史數據可以按時間進行查詢,通過趨勢圖可以分析故障發生原因,還可以對測點數據超限通過 DCS畫面發出聲光報警、關鍵測點數據嚴重超限時可以自動聯鎖停機等。這些功能為技術人員、操作人員、儀表維修人員分析、判斷、及時處理設備或工藝故障提供了很好的工具,為安全生產提供了有力保障。
(2)在有色鉛鋅冶煉過程中,為提高產品的回收率,需要對物料進行多工序冶煉,這就產生出多種形式的熔煉爐,也就配套生成了多臺余熱鍋爐。根據工藝、設備、生產管理等方面的要求,需要對它們進行集中管理與控制。因此,利用 DCS開放的網絡結構和國際性的開放現場總線這一特性,可以做到對多臺鍋爐(例如:鉛鋅冶煉中的底吹爐、側吹爐、煙化爐、鋅碚燒爐的余熱鍋爐)、配套冶煉生產線以及余熱發電機組進行數據采集監測綜合組網,對每臺鍋爐產生的中壓飽和蒸汽進行并網控制、集中輸送,從而保障余熱能源的充分利用、發電機組的穩定運行,實現了公司內各工序之間的本地控制、異地數據共享、統一調度、余熱能源*大化利用。
2.5DCS系統儀表設備的選型
對于整套自動化儀表系統來說,DCS 系統是“上層建筑”,而儀表設備是“經濟基礎”,儀表設備的準確性和穩定性對自動化控制是十分重要的。有色鉛鋅冶煉及余熱鍋爐工藝涉及的儀表設備種類繁多:有測溫的,如熱電偶、熱電阻;有測壓的,如壓力和差壓變送器;有流量測量,如采用差壓式(如孔板、阿流巴等)、渦街、電磁、熱式質量等原理的流量計;有分析氣體成分的分析表、水位計;有氣動、電動調節閥等執行機構。因此,對儀表設備的選型、安裝和使用應注意幾點:
(1)對引風機出口煙氣流量的測量,可選用熱式質量流量計;對常壓、常溫、導電液體介質的流量測量,可選用煤層注水流量計;對于氣體、蒸汽的流量測量,可采用孔板等帶溫壓補償的流量計。
(2)汽包兩側水位的測量應采用不同原理制造的水位計。傳統的測量方法是采用平衡容器差壓式水位計,由于該測量方式的引壓管道在冬天時管道內易結冰,不能正常工作,因此需要對引壓管道進行伴熱保溫。同時,它也不能實施全工況測量,存在“假水位”測量,例如在鍋爐啟停、連排、排空、事故等不穩定運行工況下建立穩定差壓條件時間較長,恢復時間較長或干脆不能建立正常差壓,需要人工干預等。汽包水位*佳的測量方法是采用智能汽包電容液位計或導波雷達液位計,雖然價格略高,但生產中無須對管道伴熱保溫且平時基本不需要維護。但要注意的是,由于汽包內的水在不同壓力和溫度下對汽包電液位計形成的電容值略有不同,或對導波雷達液位計的電磁波吸收略有不同,因此在汽包電容液位計或導波雷達液位計安裝完成后,需根據實際工況進行遷移校正。
(3)在鍋爐設備的安裝調試期,設備全部安裝完成后進行水壓試驗前,*好將安裝好的鍋爐儀表如調節閥、流量計等先拆卸下來,用短接連接;或將儀表設備前后的手動閥關閉,將旁路閥打開。這是由于鍋爐設備在焊接時會留下許多焊渣或鐵塊在管道內,水壓試驗時這些焊渣或鐵塊會損壞儀表設備,如調節閥的閥芯或閥體,從而導致閥門關不嚴,嚴重時甚至影響正常生產。
3 結語
在工業自動化控制系統發展過程中, DCS系統的應用對于控制余熱鍋爐正常運行是十分關鍵的。近幾年,余熱鍋爐的資源利用率不斷提高, DCS 系統的應用范圍也更為廣泛,為企業取得了良好的經濟效益。